Izvedba:
Visokozmogljiv mikrosveder za univerzalno uporabo materiala s poudarkom na obdelavi jekla. Največja procesna varnost zaradi med seboj odlično usklajenih orodij celotnega sistema in razširjenih faznih robov. Vrtanje najmanjših premerov do maksimalne globine po predhodno narejeni vodilni izvrtini. Popoln kompromis med premerom jedra in velikostjo prostora za odrezke za optimalno odvajanje odrezkov – tudi pri materialih z daljšimi odrezki. Povečani volumni odrezkov in daljša življenjska doba poskrbijo za ekonomično vrtanje tudi pri najmanjših premerih izvrtin ob hkrati velikem razmerju L/D.
Opomba:
Za procesno varno uporabo mikrosvedrov od 8×D je potrebna
vodilna izvrtina najmanj 4×D z mikrosvedrom za vodilno izvrtino
121223. Pri navpični obdelavi in ravni površini obdelovanca od D
C = ⌀ 1 mm do dolžine 12×D vodilna izvrtina ni potrebna. Pred uporabo naslednjega orodja za vrtanje se vedno prepričajte, da v
vodilni izvrtini ni odrezkov. Po izdelavi vodilne izvrtine priporočamo grezenje 90° s primernim NC-svedrom za navrtanje. Pri kritični uporabi (npr. največja možna natančnost izdelave, minimalni zarobki, nižji tlak hladilnega sredstva) zmanjšajte podajanje orodja pred vstopom in izstopom materiala za 50 %. Materiali z dolgimi odrezki po potrebi zahtevajo
odstranjevanje odrezkov v korakih po 3×D z minimalnim pomikom v povratni smeri proti globini vodilne izvrtine. Poskrbite, da boste uporabili primerna
orodna vpenjalna sredstva (nakrčevalna glava, hidravlično-raztezna vpenjalna glava) z natančnostjo krožnega teka manj kot 0,003 mm, dovolj visokim
tlakom hladilnega sredstva (najmanj 30 barov) ter dovolj finim
filtriranjem hladilnega medija (D
C <⌀ 2 mm s filtrom ≤ 0,010 mm; D
C <⌀ 3 mm, filter ≤ 0,020 mm). Navedeno razmerje L/D ustreza
minimalni dosegljivi globini vrtanja z ustreznim mikrosvedrom.
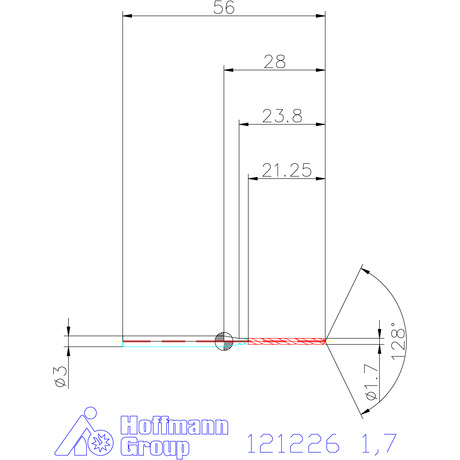
Dolžina spirale L
C = L
2 + 1,5 × D
C.