Ejecución:
Descripción:
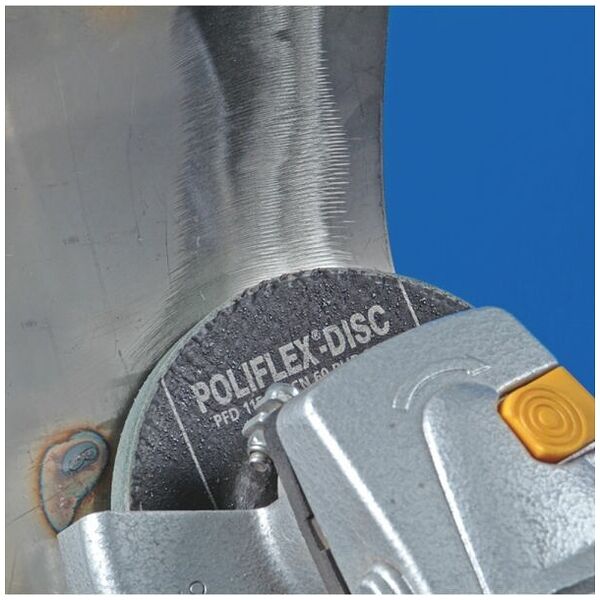
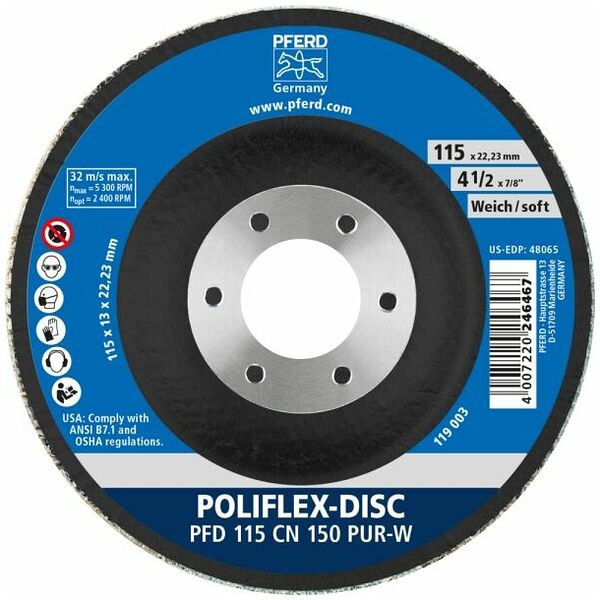
Las herramientas de afinado Poliflex se fabrican de forma exacta, calidad constante y medidas con tolerancias mínimas. Son ideales para el lijado fino, el estructurado y la preparación de trabajos de pulido, y se emplean con gran frecuencia en la fabricación de herramientas y moldes. Para afinar grandes superficies en el amolado frontal. Las herramientas de afinado Poliflex de aglomerante PUR se fabrican con carburo de silicio verde (SiC). El aglomerante PUR es un aglomerante muy blando que está disponible en dos grados de dureza (PUR-W y PUR-MH). Está mezclado homogéneamente con grano abrasivo.
Característica:
- r.p.m., máx.: 5300 RPM
- r.p.m., óptimas: 2400 RPM
- Ejecución: blando
- Ancho, unid. métrica: 14 mm
- Ø agujero: 22.23 mm
- Abrasivo: Carburo de silicio SiC/C
- ø exterior, unid. métrica: 115 mm
- Tamaño de grano: 150
- Aglomerante: PUR-W
Ventaja:
- Amolado más frío y muy suave gracias a la estructura abierta y a la elasticidad del aglomerante.
- Obtención de una superficie de acabado fina y mate.
- Se obtienen superficies de muy buena calidad.
- Alta rentabilidad gracias a su larga vida útil y su capacidad de arranque elevada.
- Comodidad de trabajo máxima gracias a la marcha concéntrica exacta.
Aplicación:
- Recomendaciones de uso: En función del uso, perfilar con un diamante de igualar o con piedras cerámicas de igualar con un número bajo de revoluciones. Para obtener un rendimiento óptimo, utilizar a una velocidad de corte recomendada de 10–15 m/s. Se utilizan preferentemente en amoladoras angulares de marcha lenta.
- Tipo de trabajo: Lijado fino en pasos; Estructurado (matizado, matizado a franjas y satinado)
- Tipos de máquina: Amoladora angular; Amoladoras angulares con batería
Material:
- Materiales que se pueden procesar:
- Aluminio
- Latón
- Acero fundido
- Cobre
- Aceros templados y bonificados superiores a 1.200 N/mm² (< 38 HRC)
- Acero inoxidable (INOX)
- Materiales de acero con una dureza > 54 HRC
- Aceros hasta 1.200 N/mm² (< 38 HRC)
- Cinc
- Materiales que se pueden procesar: Aluminio; Latón; Acero fundido; Cobre; Aceros templados y bonificados superiores a 1.200 N/mm² (< 38 HRC); Acero inoxidable (INOX); Materiales de acero con una dureza > 54 HRC; Aceros hasta 1.200 N/mm² (< 38 HRC); Cinc
Nota:
- Por razones de seguridad, nunca se debe superar la velocidad máxima permitida.
- La longitud de fijación del mango debe ser, como mínimo, de 10 mm.