Utförande:
Högeffektiv mikroborr för universell materialanvändning, särskilt för stålbearbetning. Maximal processäkerhet genom exakt inbördes avstämda verktyg i totalsystemet och breddad styrfas. Borrning av mycket små diametrar till maximalt djup efter förborrat pilothål. Optimal kompromiss mellan kärndiameter och spånrumsstorlek för optimal spåntransport – även vid långspånande material. Förhöjda tidsspånvolymer och användningstider medför en ekonomisk borrprocess, även vid mycket små borrdiametrar och samtidigt stort L/D-förhållande.
Anmärkning:
För en processäker användning av mikroborren från 8×D måste ett
pilothål borras till
minst 4×D med pilotborren
121223. Vid vertikal bearbetning och plan yta kan man från D
C =⌀ 1 mm upp till längden 12×D avstå från pilotborrning. Var alltid noga med
att pilothålet är fritt från spån innan det efterföljande borrverktyget används. Vi rekommenderar att en 90°-försänkning görs med lämplig NC-förborr när pilotborrningen är klar. Vid kritiska tillämpningar (t.ex. högsta möjliga tillverkningsnoggrannhet, minimal gradbildning, reducerat kylvätsketryck) bör verktygsmatningen före införandet i och utgången ur materialet reduceras med 50 %. Långspånande material kräver vid behov en
avspåning i steg om vardera 3×D med en minimal återgångsrörelse till pilothåldjupet. Var noga med lämpliga
verktygsspännanordningar (krympchuck, Hydro Dehn-spännchuck) med rundgångsnoggrannhet mindre än 0,003 mm, tillräckligt högt
kylvätsketryck (minst 30 bar), samt en tillräckligt fin
filtrering av kylmediet (D
C <⌀ 2 mm med filter ≤ 0,010 mm ; D
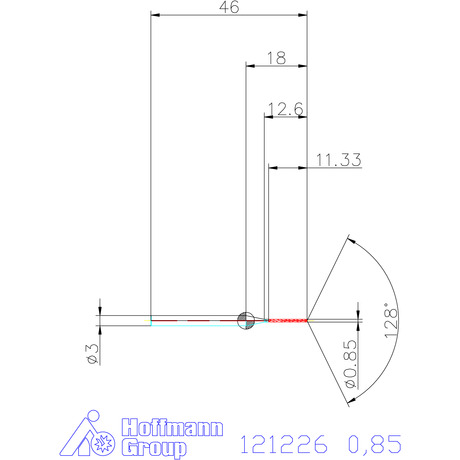
C <⌀ 3 mm filter ≤ 0,020 mm). Det angivna L/D-förhållandet motsvarar det
minsta borrdjup som kan uppnås med respektive mikroborr.
Spånspårlängd L
C = L
2 + 1,5 × D
C.