Esecuzione:
Descrizione:
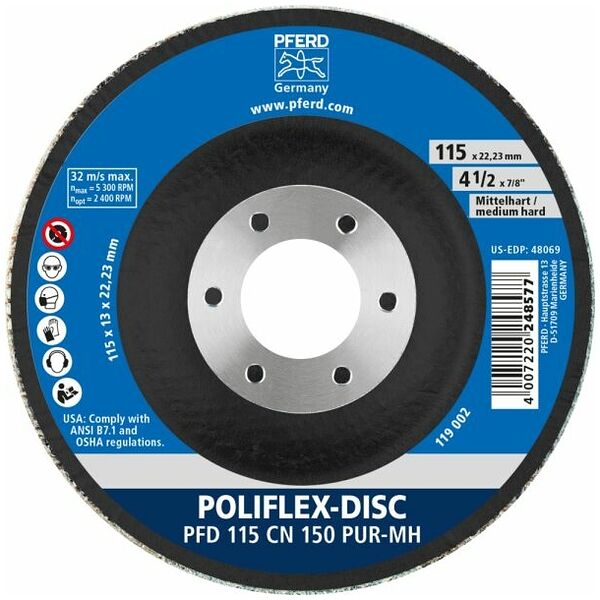
Gli utensili per finitura Poliflex vengono prodotti con una accurata precisione di forma, una qualità eccezionalmente costante e tolleranze dimensionali molto rigorose. Ideali per la finitura, per satinare e per preparare la lucidatura, sono spesso utilizzati nella costruzione di stampi e forme. Per la finitura di grandi superfici in lavorazione frontale. Gli utensili per finitura Poliflex con legante PUR sono costituiti da carburo di silicio verde (SiC). Il PUR è un legante molto tenero, disponibile in due gradi di durezza (PUR-W, PUR-MH). È uniformemente impregnato di granuli abrasivi.
Proprietà:
- Giri/min., max: 5300 RPM
- Giri/min., opz.: 2400 RPM
- Versione: medio-duro
- Larghezza metrica: 14 mm
- Ø foro: 22.23 mm
- Abrasivo: Carburo di silicio SiC/C
- ø esterno metrico: 115 mm
- Granulometria: 150
- Legante: PUR-MH
Vantaggi:
- Smerigliatura fredda e molto morbida grazie alla struttura aperta e al legante elastico.
- Per ottenere una superficie fine e opaca.
- Qualità delle superfici ottenute molto buona.
- Grande convenienza grazie alla lunga durata e alla capacità di asportazione elevatissima.
- Massimo comfort di lavoro grazie alla rotazione concentrica esatta.
Uso:
- Suggerimenti di applicazione: Profilare secondo necessità con un utensile per ravvivatura, a basso numero di giri. Per ottenere i migliori risultati si consiglia una velocità di taglio di 10–15 m/s. Da usare preferibilmente su smerigliatrici angolari a bassa velocità.
- Tipi di lavorazione: Finitura graduale; Satinare (opacizzare e satinare)
- Tipi di macchina: Smerigliatrici angolari; Smerigliatrici a batteria
Materiale:
- Materiali da lavorare:
- Alluminio
- Ottone
- Fusioni d’acciaio
- Rame
- Acciai temprati, bonificati oltre 1.200 N/mm² (< 38 HRC)
- Acciaio INOX
- Acciai con durezza > 54 HRC
- Acciai fino a 1.200 N/mm² (< 38 HRC)
- Zinco
- Materiali da lavorare: Alluminio; Ottone; Fusioni d’acciaio; Rame; Acciai temprati, bonificati oltre 1.200 N/mm² (< 38 HRC); Acciaio INOX; Acciai con durezza > 54 HRC; Acciai fino a 1.200 N/mm² (< 38 HRC); Zinco
Nota:
- Per motivi di sicurezza non si deve mai superare il numero di giri massimo indicato.
- La lunghezza del gambo fissata all'interno della macchina deve essere di almeno 10 mm.