Kivitel:
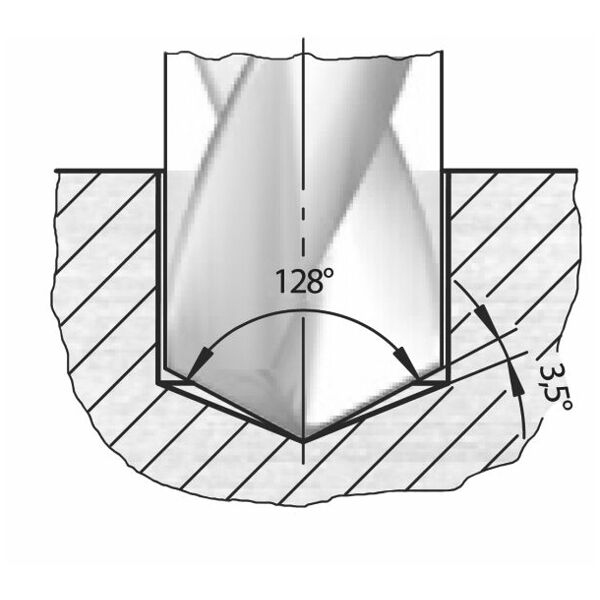
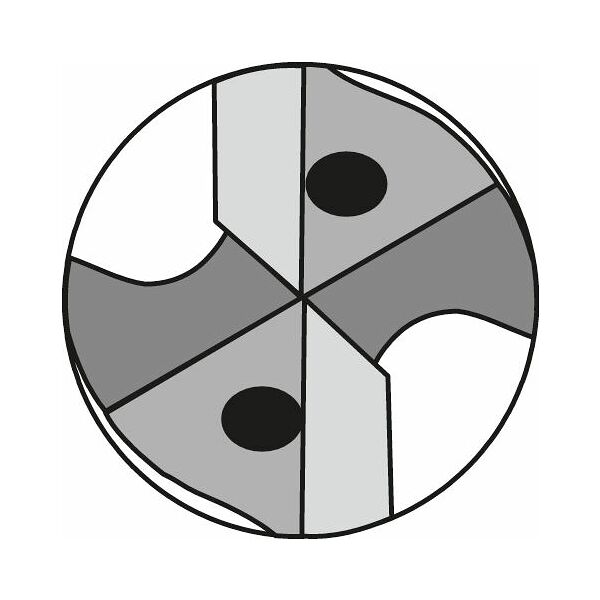
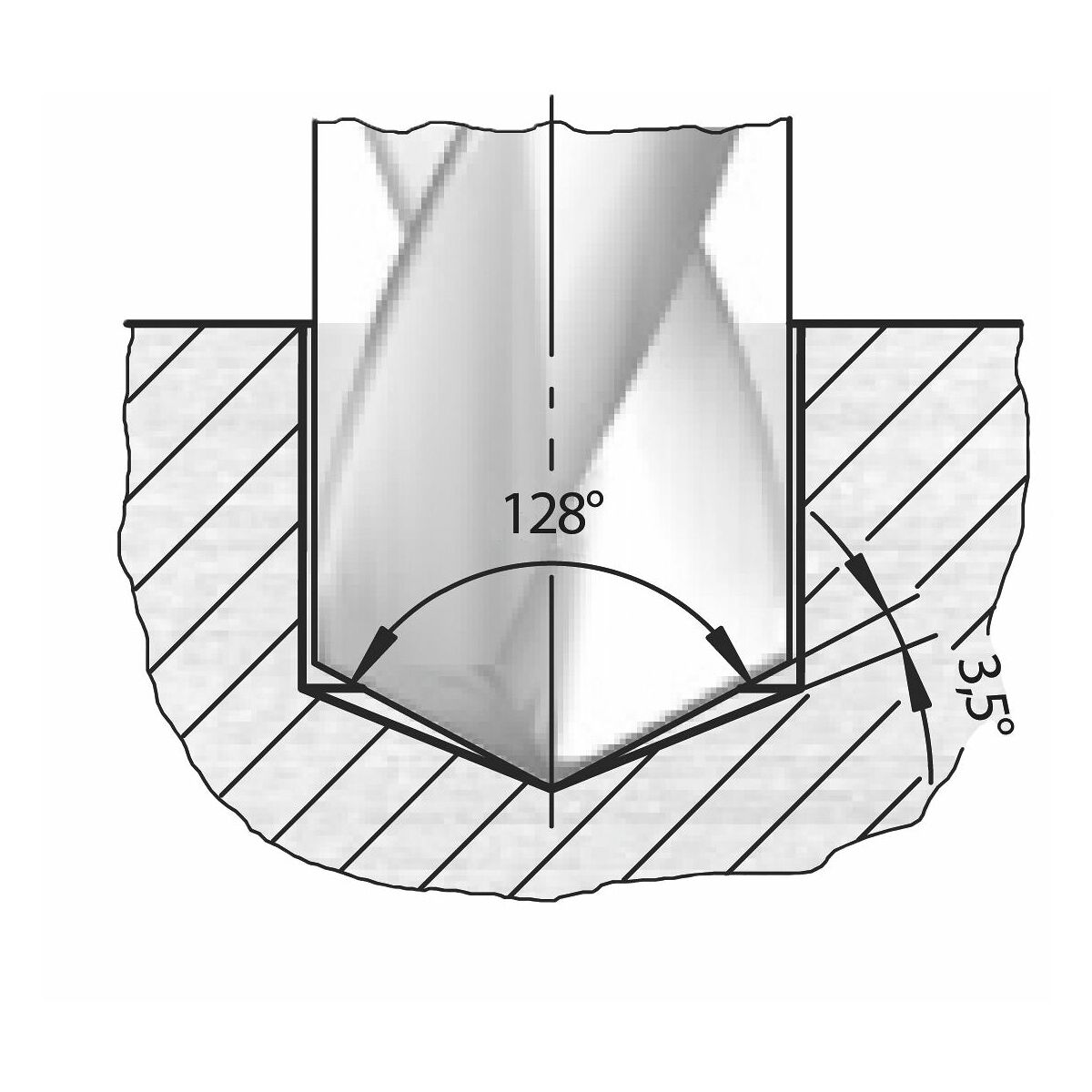
Nagy teljesítményű mikrofúró univerzális anyaghasználathoz, acélmegmunkálási fő területtel. Maximális folyamatbiztonság a teljes rendszer pontosan egymáshoz igazodó szerszámainak és kiszélesített vezetőszalagnak köszönhetően. Nagyon kisméretű átmérő a maximális mélységig az előzetes vezetőfuratot követően. A magátmérő és a forgácstér méretének optimális kompromisszuma az optimális forgácselvezetés érdekében - hosszabb forgácsú anyagok esetén is. A megnövekedett időegység alatt leválasztott forgácstérfogat gazdaságos fúrási folyamatot eredményez, kis furatátmérő esetén is ezzel egyidejűleg nagy L/D arány mellett.
Figyelem:
A mikrofúró folyamatbiztos használatához 8×D-től
legalább 4×D vezetőfurat szükséges a
121223 sz. mikro vezetőfúróval. Függőleges megmunkálás és sík munkadarab felület esetén D
C = ⌀ 1 mm-től 12×D hosszig nem szükséges a vezetőfurat. Kérjük, mindig ügyeljen a
vezetőfurat forgácsmentességére a rákövetkező fúrószerszám használata előtt. Javasoljuk egy 90°-os süllyesztés létrehozását megfelelően alkalmas NC központozóval a sikeres vezetőfurat után. Kritikus felhasználás esetén (pl. különösen nagy pontosságú megmunkálás, minimális sorjaképződés, alacsonyabb hűtőfolyadék nyomás) csökkentse a szerszám előtolást 50%-kal az anyagba be- és kilépéskor. Hosszú forgácsú anyagoknál adott esetben
forgácseltávolítás szükséges 3×D lépésekben egy minimális visszahúzással a vezetőfurat mélységére. Kérjük, ügyeljen az arra alkalmas
szerszámbefogó eszközre (zsugorbefogó, hidroplasztikus szerszámbefogó) 0,003 mm-nél kisebb körfutási pontossággal, a kellően magas
hűtőfolyadék nyomásra (legalább 30 bar), valamint a hűtőközeg kellően finom
szűrésére (D
C <⌀ 2 mm, ≤ 0,010 mm szűrővel; D
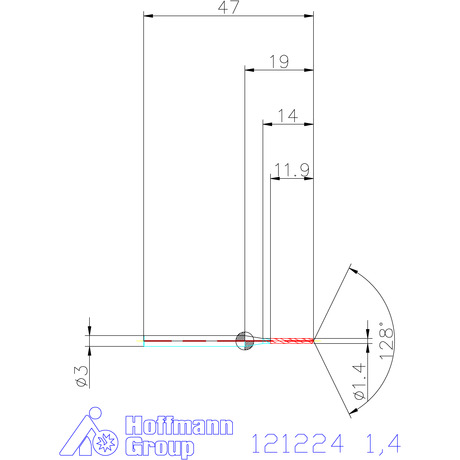
C <⌀ 3 mm, ≤ 0,020 mm szűrővel). A megadott L/D arány a mindenkori mélyfurat fúróval
elérhető minimális fúrásmélységnek felel meg.
Forgácshorony hossza L
C = L
2 + 1,5 × D
C.